Beschreibung des 3D-Modells
Bei Qidi-Maschinen (X-Max 3, X-Plus 3 und X-Smart 3) ist der Extruder nicht entriegelbar, daher ist es nicht möglich, eine Düsenreinigung über die "atomare Methode" oder "Kaltzug" durchzuführen.
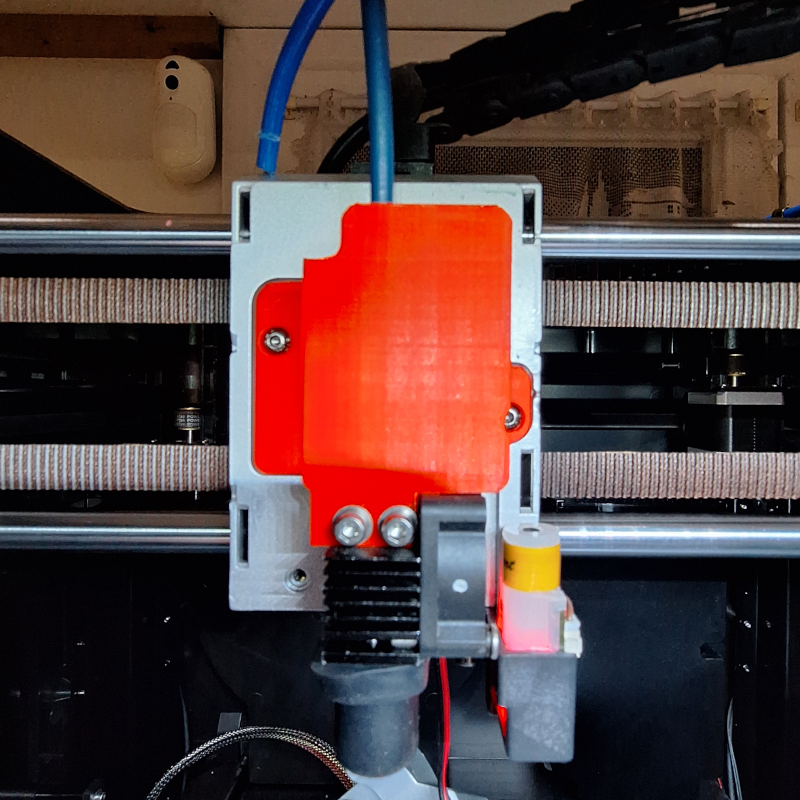
Zu diesem Zweck wird dieser Dummy-Extruder, der anstelle des Originalextruders eingesetzt wird, die Reinigung in aller Ruhe ermöglichen. Es müssen keine elektrischen Verbindungen bewegt werden.
Nomenklatur:
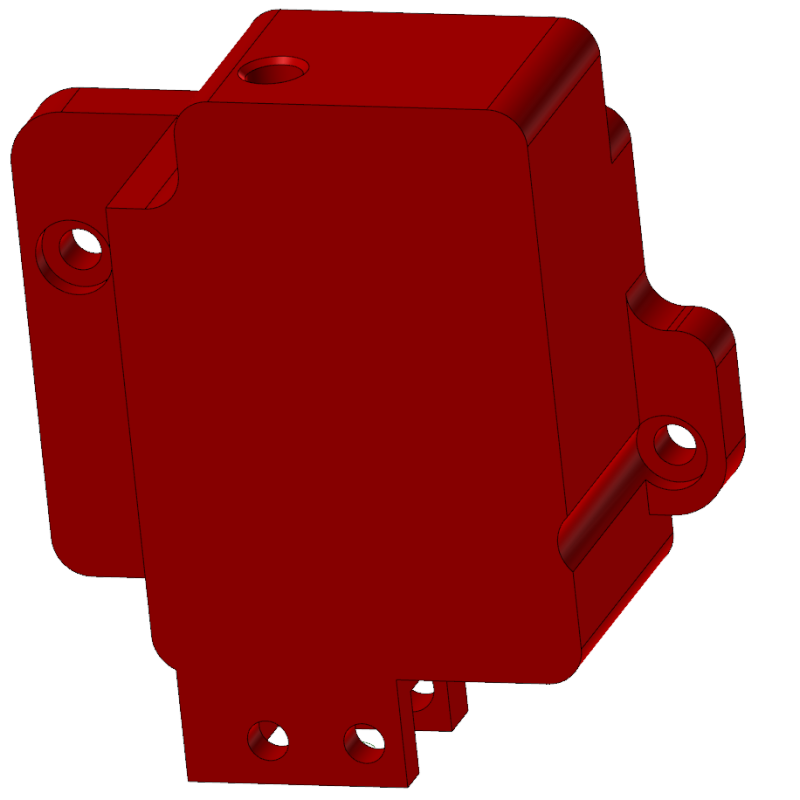
- 1 Extruder-Attrappe, die bedruckt werden soll,
- 2 Ruthex M3 Short-Einsätze,
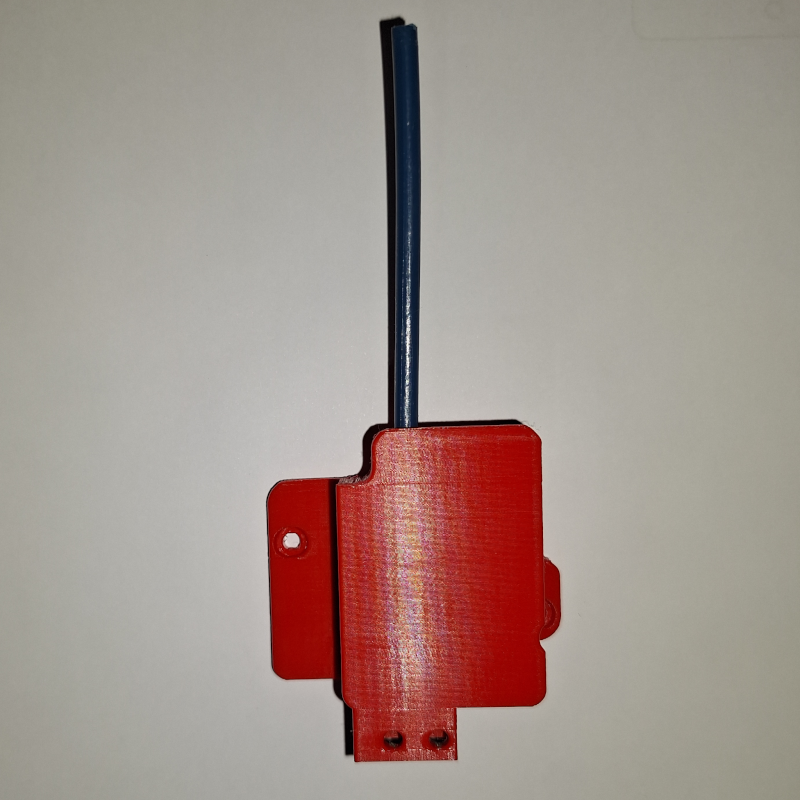
- 1 PTFE-Schlauch Länge min. 50 mm.
Verfahren:
- Schalten Sie den Drucker zur Sicherheit aus,
- entfernen Sie die Kopfabdeckung,
- entfernen Sie die beiden Schrauben, die den Kopf halten, mit einem Inbusschlüssel Ø 2,5 mm,
- nehmen Sie den Kopf ab, ohne den Stecker zu ziehen,
- entfernen Sie die beiden Schrauben, die den Extruder halten, mit einem Inbusschlüssel Ø 2,0 mm,
- nehmen Sie den Extruder ab,
- den bedruckten Extruder-Schlagkörper aufsetzen,
- ihn mit den 2 Schrauben mit einem Inbusschlüssel Ø 2,0 mm befestigen,
- den Kopf aufsetzen,
- befestigen Sie ihn mit den 2 Schrauben mit einem Inbusschlüssel Ø 2,5 mm,
- die Haube wieder aufsetzen, dann muss sie nicht mehr befestigt werden.
- schalten Sie den Drucker ein,
- mit der Reinigung der Düse beginnen.
Helfen Sie sich mit dem offiziellen Wiki von Qidi: https://wiki.qidi3d.com/en/home
Vergessen Sie nach der Reinigung nicht, den ursprünglichen Extruder wieder zusammenzusetzen, indem Sie das unten beschriebene Verfahren wiederholen, da Sie sonst Schwierigkeiten beim Drucken haben werden ;).
Eine Anpassung des Z-Offsets wird in der Regel ebenfalls erforderlich sein.
Mein Reinigungsverfahren ("Atommethode" oder "Kaltziehen") :
1° Teil:
- Senke die Platte ca. 150 mm vom Kopf entfernt ab (einfacher, um das Filament danach fließen zu lassen).
- Stellen Sie den Kopf auf ein Ende der X- und Y-Achse (damit die Ø 10-Stäbe nicht zu stark belastet werden).
- Erhitze die Düse auf 220 °C .
- Direkt von oben in den Kopf, dort manuell Reinigungsfilament einfließen lassen (z. B. https://www.smartmaterials3d.com/fr/clean-filament).
- Das Filament mit einem Ruck herausziehen, die Düse immer auf 220 °C.
- Wiederholen Sie den Vorgang, bis das Filament frei von anderen Filamenten ist.
2° Teil:
- Immer noch die Düse auf 220°C, mit einem hellen PLA, Farbe anders als das zuletzt verwendete Filament, wiederhole die Vorgänge aus Teil 1.
3° Teil:
- Immer mit demselben hellfarbigen Filament, immer bei 220°C, das Filament von Hand fließen lassen.
- Schalten Sie die Heizung aus (oder stellen Sie den Temperatur-Sollwert der Düse auf 0 °C).
- Lassen Sie das Filament weiterhin von Hand fließen, ohne zu viel Kraft anzuwenden. Funktion von PLA, zwischen 130°C und 150°C, sollte es schwierig sein, weiter zu drücken.
- Weiterhin leichten Druck auf das Filament ausüben.
- Bei 100-120°C das Filament, das aus der Düse kommt, abschneiden (die Temperaturen hängen vom PLA ab), damit nichts übersteht.
- Weiterhin leichten Druck auf das Filament ausüben.
- Zwischen 80 und 90 °C (immer abhängig vom Filament) mit einem sehr kräftigen Ruck am Filament ziehen. Ein charakteristisches "PLOC" sollte zu hören sein. Das Filament sollte mit der Form der Düse austreten und dort Rückstände angeklebt haben. Wenn das Filament reißt, wiederholen Sie Teil 3 und erhöhen Sie die Temperatur leicht auf 80 bis 90 °C. Wenn es immer noch reißt, wechseln Sie die PLA-Art. Beobachte (ab einem gewissen Alter mit einer Lupe) das Filament, das frei von Rückständen sein sollte. Ist dies nicht der Fall, wiederholen Sie den Vorgang.
Weiteres spezifisches Zubehör für QIDI-Drucker X-MAX 3 findest du hier: https://cults3d.com/fr/collections-de-designs/Ed_/accessoires-pour-qidi-x-max-3.
Zögern Sie nicht, mich per Nachricht zu bitten, wenn Sie eine Weiterentwicklung/Verbesserung/Änderung für notwendig halten. Wenn Sie es brauchen, kann es sein, dass auch andere Nutzer dasselbe Bedürfnis haben. Teilen wir es mit...
3D-Druckeinstellungen
Drucken Sie das Teil so, wie es in der STL positioniert ist, mit Unterstützung, um die Qualität der Verbindung mit der Düse zu bevorzugen.
2,0 mm Mauern und eine 33-prozentige Giroidfüllung werden empfohlen.
PLA scheint für den Bedarf geeignet zu sein, da die Aufheizzeit sehr kurz ist. Wechseln Sie bei Bedarf auf Materialien mit höherer Temperaturbeständigkeit.
Rot gedruckt, um sicherzugehen, dass er nicht mit dem Original-Extruder verwechselt wird!
:format(webp)/https://fbi.cults3d.com/uploaders/15102793/illustration-file/1abf0a03-1b66-4445-9c12-89fafeca715a/Extrudeur_Factice_Photo_Machine.png)

/https://preview3d-images.cults3d.com/3uo57pgyi0rjd6v4bsjndb4m0bmk)




:format(webp)/https://fbi.cults3d.com/uploaders/15102793/illustration-file/ed460b2f-4054-4200-8868-ef0ad85a27cc/Recto-Verso_Photos.png)
:format(webp)/https://fbi.cults3d.com/uploaders/15102793/illustration-file/0ae959ab-0ea5-49dd-b883-746a0663dac0/Panneau_AR_QIDI_Recto-Verso_24V.png)