

Hi again, i purchased the hardware kit on hictop website, i have not yet received tracking. Is this normal? Whats the shipping time to USA?
- 0 j’aimes
| Licence | |
|---|---|
| Usages | |
| Format du design 3D |
1 fichier (3MF) Fermer
|
| Dernière mise à jour | |
| Date de publication | |
| Numéro du design | 3021895 |


Vous aimez Cults et vous avez envie de nous aider à continuer l’aventure en toute indépendance ? Sachez que nous sommes une petite équipe de 4 personnes et qu’il est donc très simple de nous soutenir pour maintenir l’activité et créer les futurs développements. Voici 3 solutions accessibles à tous :
Partager et télécharger sur Cults3D c’est garantir que les designs restent bien entre les mains de la communauté des makers ! Et non celles des géants de l’impression 3D ou du software qui possèdent les plateformes concurrentes et qui exploitent les designs pour leurs propres intérêts commerciaux.
Cults3D est un site indépendant et autofinancé qui n’a de compte à rendre à aucun investisseur ou aucune marque. La quasi totalité des revenus du site sont reversés aux makers de la plateforme. Les contenus publiés sur le site servent uniquement les intérêts de leurs auteurs et pas ceux des marques d’imprimantes 3D qui souhaitent aussi contrôler le marché de la modélisation 3D.
:format(webp)/https://fbi.cults3d.com/uploaders/41644862/illustration-file/b1a72b89-b5ce-456f-8d3a-1fa07c1fd574/AMS-teflon-kit.jpg)
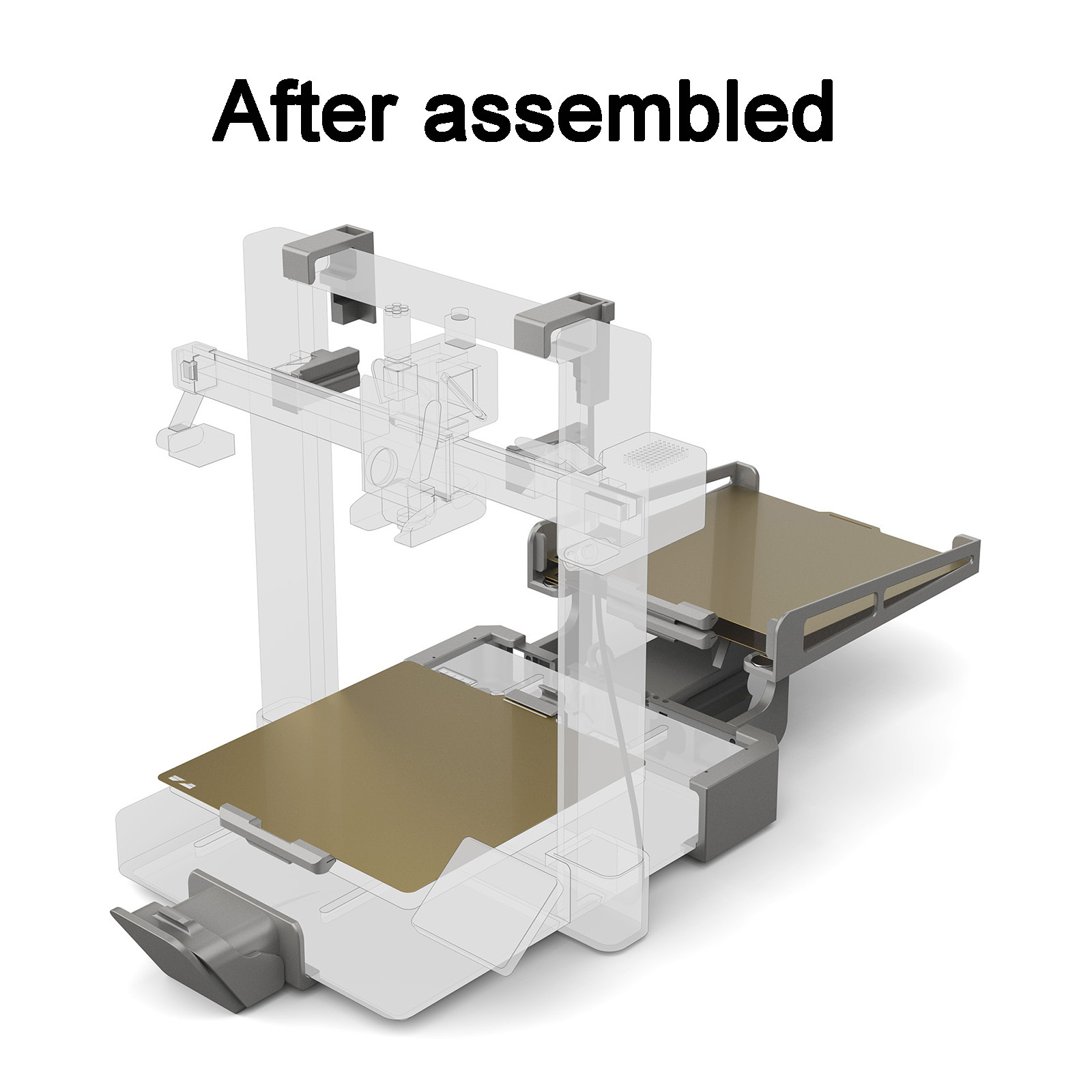
Overall, it works, but its rough
1) The gcode to swap plates is solid, but at the beginning of it it SLAMS the A1's Z gantry to the top MULTIPLE times, before then pressing it's button at top Z. WAY TOO MUCH FORCE, this is gonna break your machine. There is gcode to limit current to Z steppers if you want to do this, to TAP the top, not SLAM it! The gcode is BAD but is fixable, unfortunately their software is not open nor locally runnable, have to use their site...
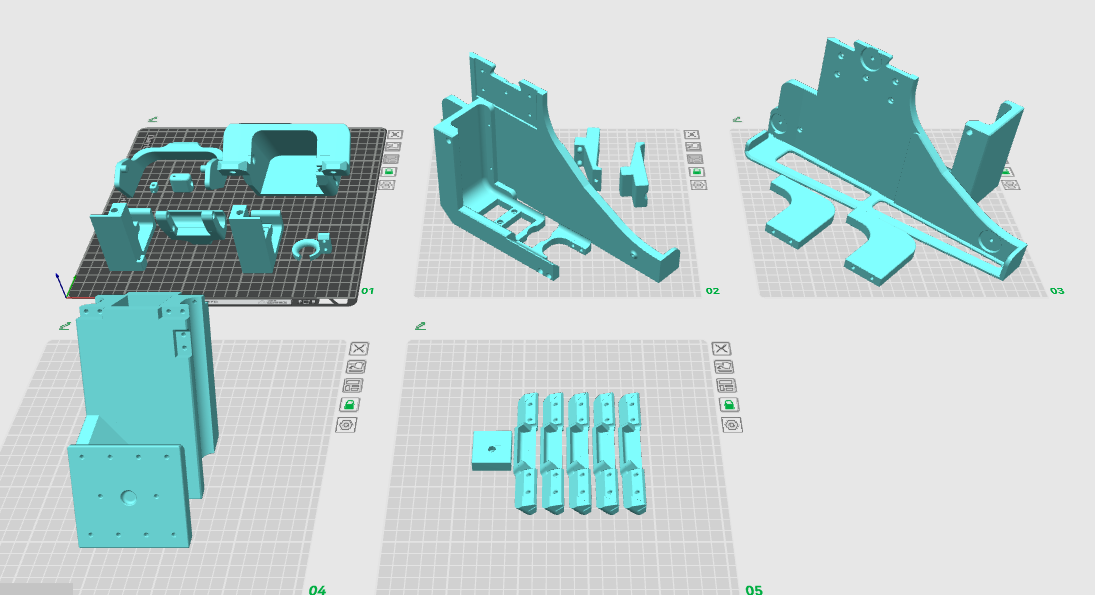
2) The very large pieces benefit from stiffness, so print them in CF PETG
3) Use ASA for the parts that touch your plates, for more robust heat tolerance
Hi,
Thank you for the excellent and detailed feedback. We greatly appreciate you taking the time to share your expertise.
You are absolutely right about the G-code. We have noted your point about the excessive force when homing the Z-axis. We are already working on adjustments to significantly reduce the impact speed and the number of homing cycles to better protect the printer's mechanics. Investigating current limiting for a more precise "tap" is also on our list. Safety and machine longevity are our top priorities.
Thank you for the material recommendations! Using CF PETG for large, structural parts and ASA for heat-tolerant components is excellent advice.
Regarding the software, we hear you. The good news is that we are actively developing a standalone application to provide the flexibility of local operation. Once completed, it will be available for download on our official website.
At the same time, the web-based platform will remain available as a convenient alternative, allowing us to instantly deploy updates and new features directly from our servers, ensuring all users always have access to the latest improvements without any manual downloads.
Thanks again for your valuable input. It truly helps us improve. Please feel free to share any other suggestions you have.
Best regards,
HICTOP
Thanks for the reply - I really like the mechanism, very clever, and it overall gets you 95% of the way there. The software version with the Z banging is 12.5, I look forward to a more graceful revision! Try using M17 along with those G380 homing commands...