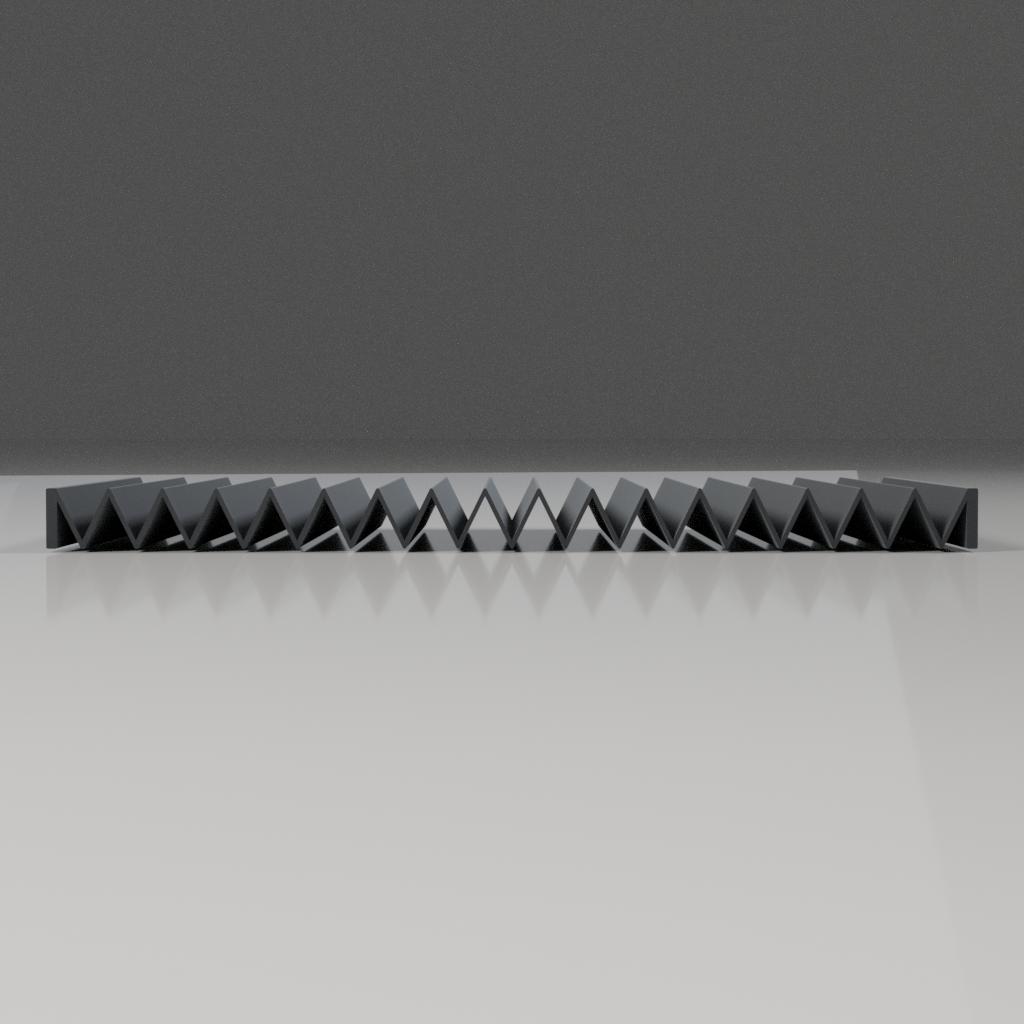
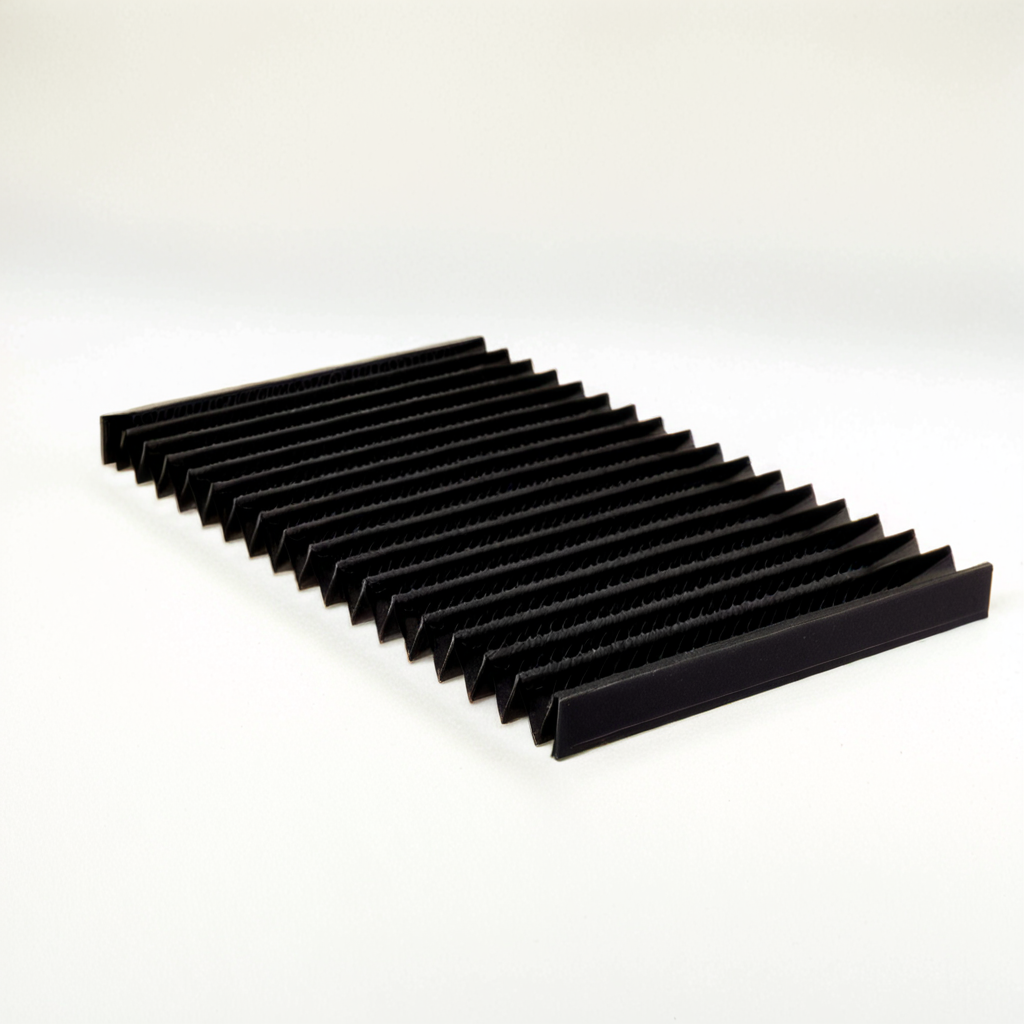
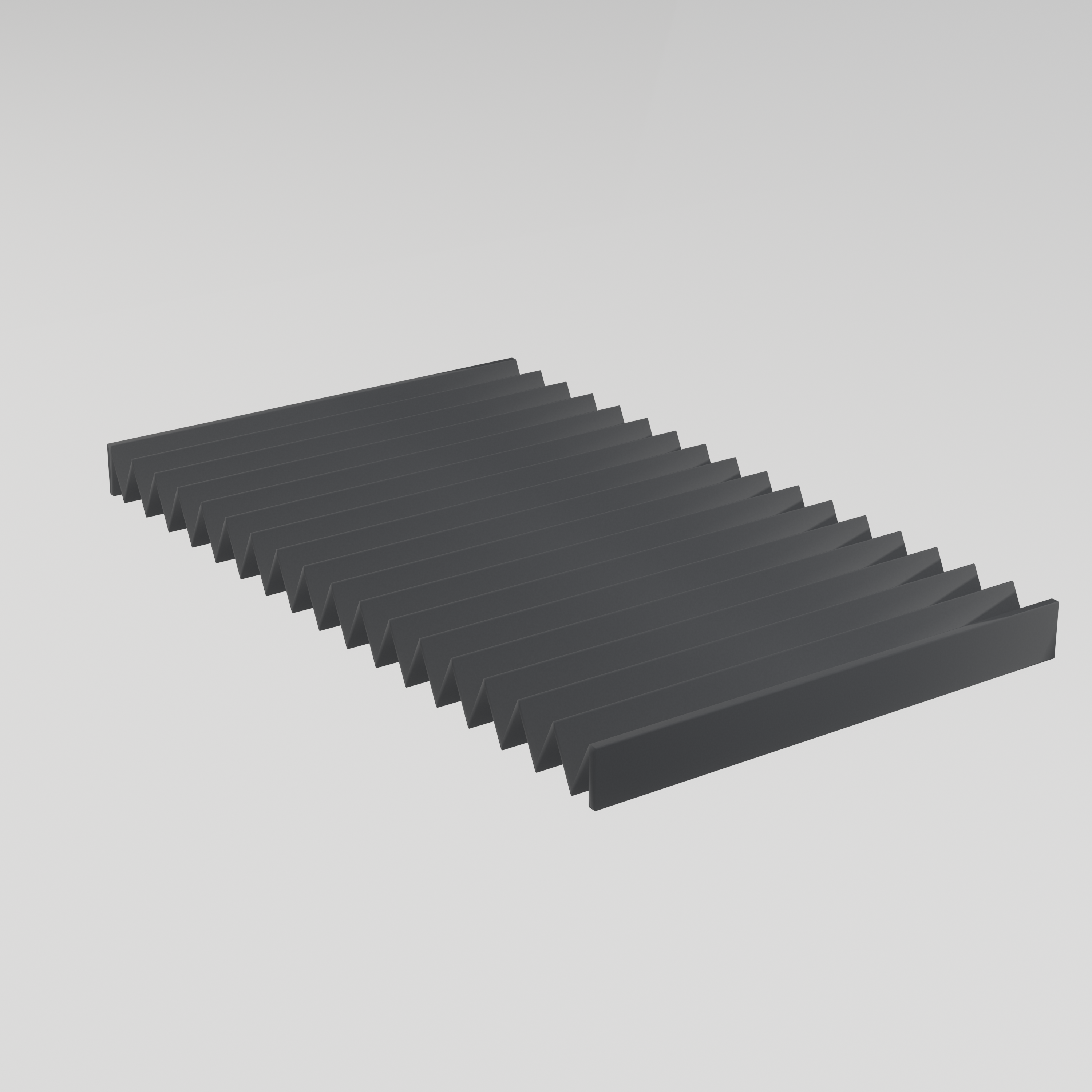
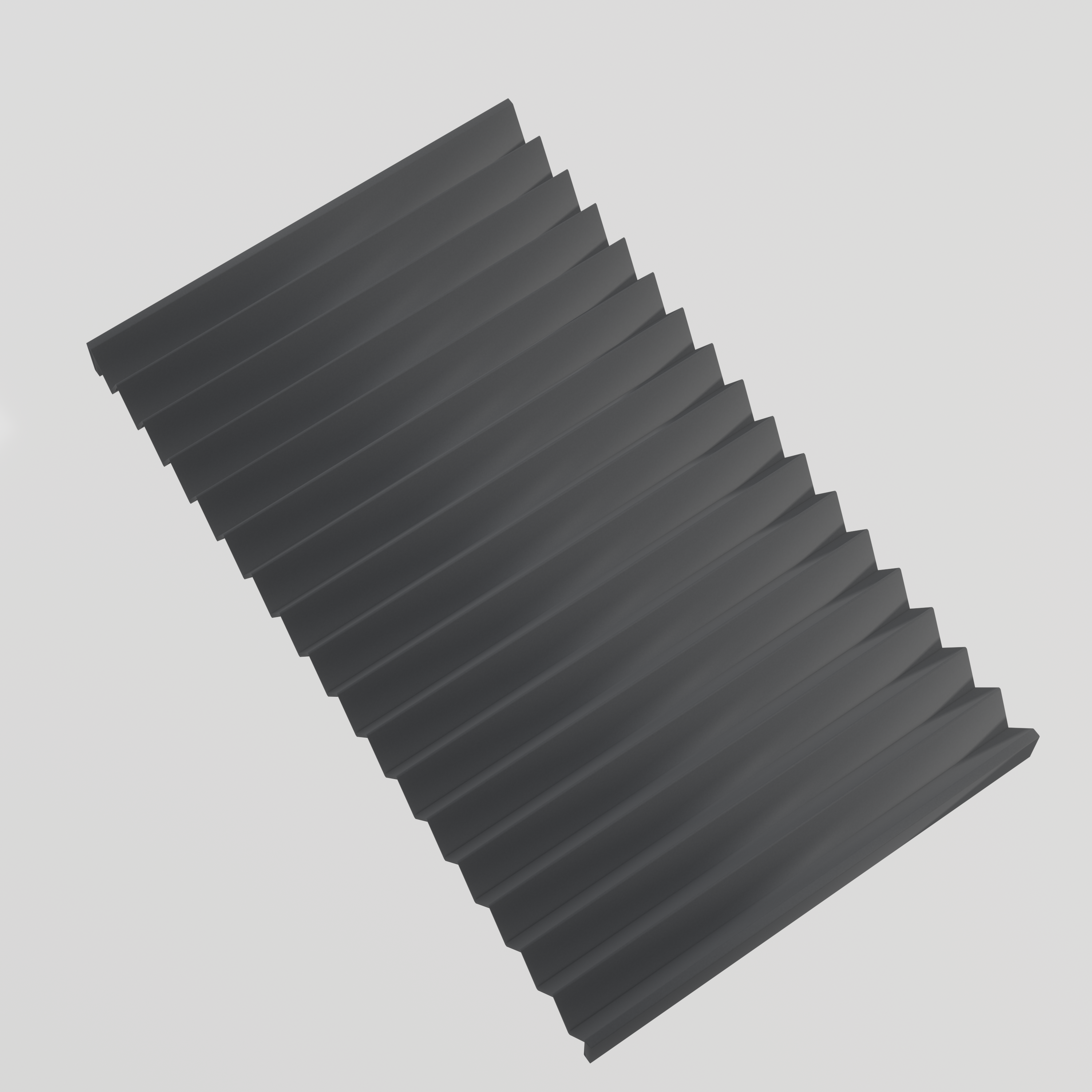
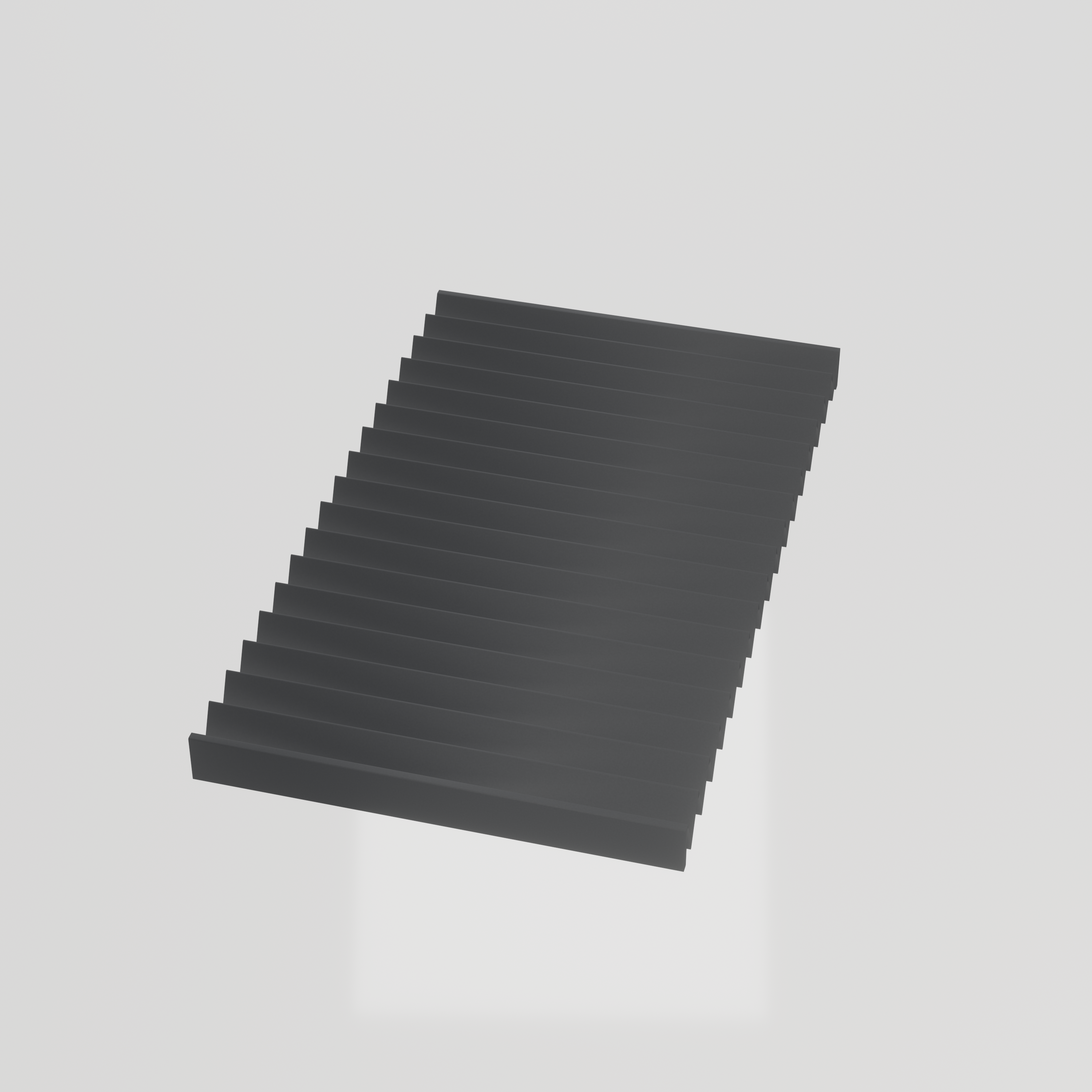
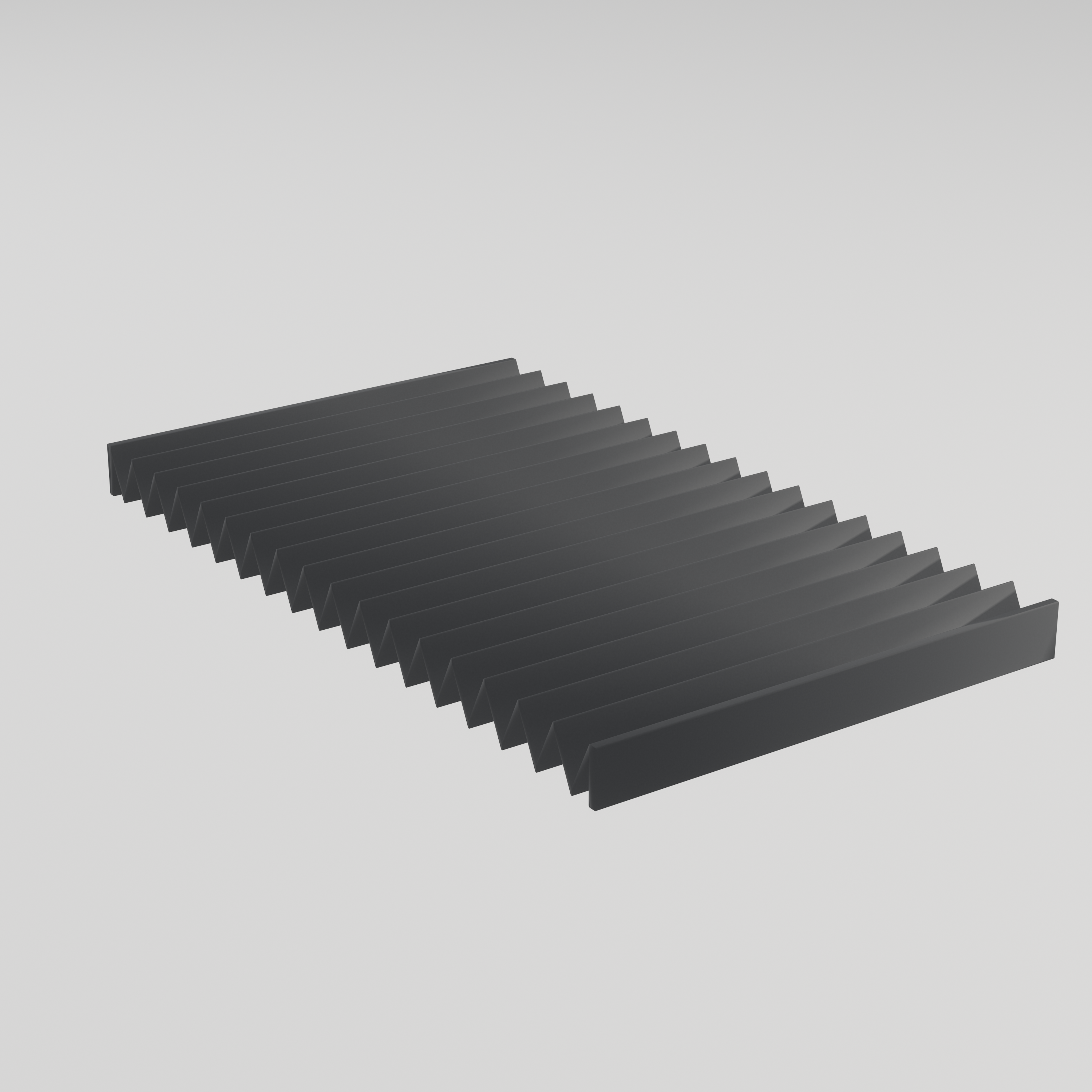
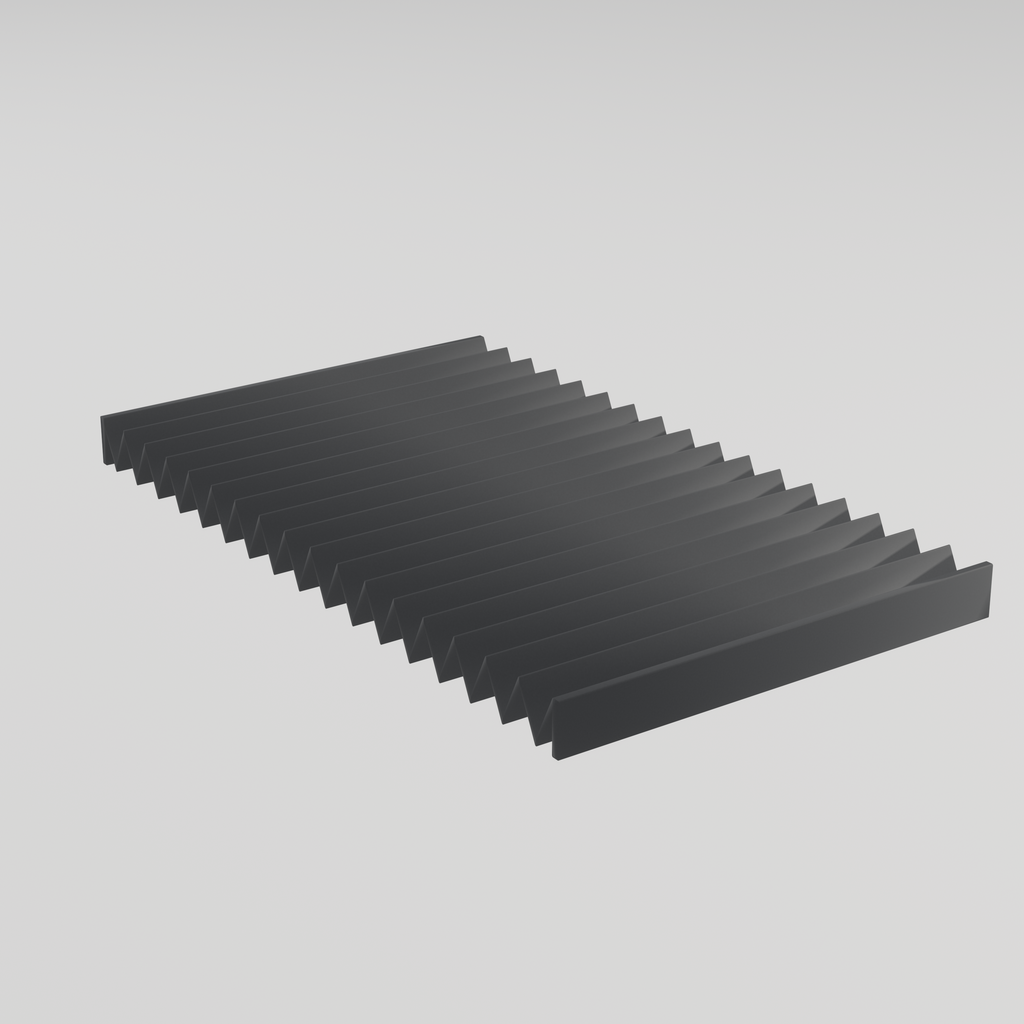
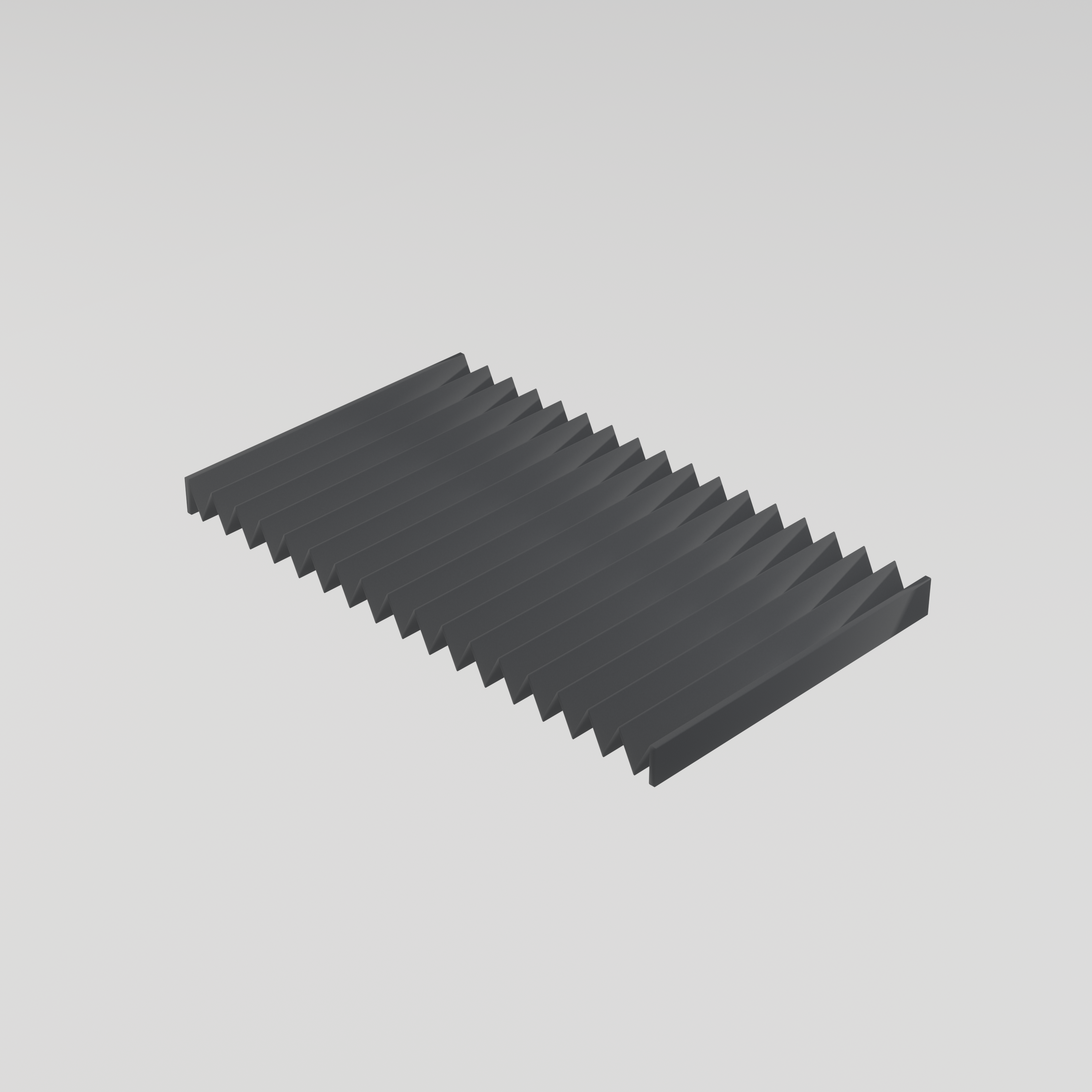
Parametric flat-strip bellows way cover designed and engineered in Switzerland. 150mm strip width, 250mm extended length, 15mm fold height, 15mm fold pitch, 2mm wall thickness. One continuous TPU sheet with integrated vertical end walls — no glued tabs, no sewn seams, no metal flanges to fail. Pre-oriented for flat printing on the bed with the zigzag fold pattern visible from above (Z height = strip width). Two-perimeter print on a standard 0.4mm nozzle; print upright orientation is wrong for this geometry.
This is the flat-strip bellows type that sits over a single horizontal way surface, not a wrap-around rail enclosure. The 150mm width is the most common single dimension across Bridgeport Series 1 knee mill saddles, Shapeoko 5 Pro Y-axis spans, Onefinity Journeyman and Pro X-axis covers, Tormach 770M and 1100M Y-axis, and mid-range VMC X or Y travel. If your machine has roughly 150mm of way width to protect and around 250mm of travel to cover, this is the file. Measure your way before ordering — custom widths and lengths available on request.
A commercial fabric way cover from McMaster-Carr or industrial suppliers like Hennig or Dynatect starts around 80 USD for a small one and runs well past 400 USD for a 1500mm sleeve, with 4 to 6 week RFQ lead times for anything non-standard. Hand-sewn Etsy alternatives sit around 20 to 25 USD but are limited to specific machine models the seller has templates for. This STL prints in roughly 50 to 80 grams of TPU and costs you the price of filament plus your slicer time. No MOQ. No RFQ. No waiting.
The continuous-sheet construction is the key differentiator versus fabric-and-flange assemblies. Hand-sewn covers fail at the seam between the accordion body and the end mounting strip. Industrial covers fail when the bond between the textile body and the metal end flange degrades from oil and coolant exposure. This part has no joint at the end-wall transition — the vertical mounting walls are the same TPU sheet bent up, printed in one go. Nothing to delaminate.
Applications and target machines: Bridgeport Series 1 knee mill saddle covers, Shapeoko 5 Pro Y-axis, Onefinity Journeyman and Pro, Tormach 770M and 1100M Y-axis, Haas Mini Mill spindle cover Y, Centroid M-Series mid VMCs, AvidCNC Pro 60-series gantry routers, Langmuir Systems MR-1, large laser cutter Y-axis dust shields, plasma table Z-axis protection, gantry router carriage covers, ball screw enclosures, linear way protection from milling swarf, sawdust, coolant overspray, and grinding debris. Anywhere a 150mm flat strip needs to extend and retract over 250mm of travel.
Material selection matters. Print this in TPU 85A or TPU 90A Shore hardness only. TPU 85A is softer with more compliance, tighter retracted length, and slower fold recovery — better for slow-travel machines and applications where you want the bellows to lay flat when compressed. TPU 90A is firmer with better shape retention and faster recovery — better for higher-acceleration moves and vertical mounting. Do not use TPU 95A or harder — the V-fold ridges will be too stiff for repeated compression and the recovery will be sluggish. Do not use PLA, PETG, ASA, or ABS — rigid plastics will fracture at the ridge apex within a few hundred compression cycles. The whole point of this part is flex; use a flex material.
Tuning note for fit: if your machine geometry needs the bellows to hold its shape more aggressively, scale the STL up on X or Y in the slicer by 102 to 105 percent for a stiffer hold. If you need more compliance and shorter retracted length, scale down to 95 to 98 percent. Combined with the 85A versus 90A material choice, this covers a wide range of feel without needing separate files. The Z axis (= strip width) should be left at 100 percent so the cover fits the way it was sized for.
Pre-oriented for printing. Lay-flat orientation, zigzag fold pattern visible from above. A 150mm-wide strip prints as a 150mm-tall stack on a 250mm × roughly 19mm bed footprint. Two perimeters of standard 0.4mm nozzle wall, 0.20mm layer height (range 0.16–0.24mm), print speed 15 to 25 mm/s. TPU is intolerant of speed; pushing past 30 mm/s causes underextrusion at the ridges. No supports, no raft, no brim needed if your bed adhesion for TPU is dialed in. Bambu X1C, H2D, Prusa MK4, Voron, and other capable TPU printers all handle this geometry without trouble. Print one first, verify the fold behavior on the actual machine, then commit to a full set.
Mounting is application-specific. The integrated vertical end walls are flat panels — drill or punch your own mounting hole pattern through them per your machine's existing tapped holes, or bond them with 3M VHB tape, hot melt, or industrial silicone. Hook-and-loop strip works for tool-free seasonal removal. For oil-and-coolant-heavy applications, mechanical fastening through bolted holes is the long-term solution.
Swiss design and engineering. Continuous-sheet TPU construction. Parametric file family — sister sizes are available across the DT3D catalog from 90mm mini-lathe widths up to 200mm mid-VMC widths in matching length steps. Measure your way and grab the file that matches; if nothing in the catalog hits your dimensions exactly, message the shop for a custom generation.
:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/fa7602de-50cf-4134-83fd-b58c7e6d2fc4/listing_photo_final.png)
/https://preview3d-images.cults3d.com/qsnowmxg4f4bmdxp6xn8gszbe3dx)



/https://preview3d-images.cults3d.com/0ydxrlv9y4vz7rmlmwrip3broejw)




:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/1d5339fe-6067-4c2e-b9cb-fa66b90459d4/fSzowkWD.png)
:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/7352cde8-a8a3-48fa-b485-41514acb1fb9/OmVhBPel.png)
:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/6fd74834-3694-4d86-8ba0-be6f942aeda3/cUVUgUSf.png)
:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/921fb8fb-86b9-4f35-9bcd-366d27907358/tNoiugya.png)
:format(webp)/https://fbi.cults3d.com/uploaders/29586661/illustration-file/429b8226-7779-4120-8bf4-ee40c5a252b6/HfhiCSWE.png)